
發布時間:2026-06-15 訪問次數:4
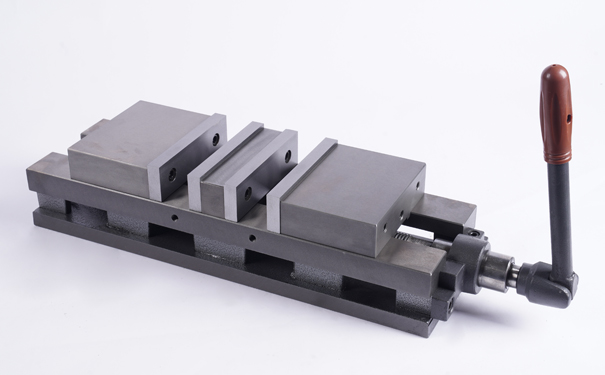
平口鉗作為機械加工中常用的夾持工具,其使用規范直接影響工件的加工精度。在實際操作中,工件裝夾后發生偏移、尺寸超差等問題,往往源于細節操作的不規范。掌握科學的裝夾技巧,是保障加工質量的關鍵。
一、做好裝夾前的清潔與準備
裝夾前的準備工作是確保精度的基礎。必須徹底清理平口鉗鉗口、墊鐵以及工件基準面上的鐵屑、油污和毛刺。哪怕是一點微小的雜質,都會導致工件無法完全貼合基準面,從而產生定位誤差。此外,對于長期使用導致磨損或變形的鉗口,應及時進行維護或更換,以保證固定鉗口與活動鉗口保持平行對齊。
二、規范工件放置與預緊操作
工件放置時,應將其基準面緊靠固定鉗口。為了避免工件在夾緊過程中因受力不均而發生傾斜,可以在工件與活動鉗口之間放置一根圓棒。圓棒應盡量水平放置在鉗口高度的中間位置,這樣在施加夾緊力時,能夠促使工件平穩地貼合在固定鉗口和墊鐵上。同時,工件被加工面必須高出鉗口,并使用等高墊鐵進行支撐,以防加工時損傷鉗口。
三、采用漸進式夾緊與敲擊找正
夾緊工件時切忌一次性用力鎖緊,而應采用漸進式夾緊法。先緩慢轉動手柄,使鉗口與工件接觸并施加輕微的預緊力。隨后,使用銅棒或橡膠錘輕敲工件頂部,使其充分落到底座和墊鐵的基準面上。敲擊力度需適中,避免造成工件表面損傷或反震懸空。完成敲擊后,再逐步增加夾緊力。對于薄壁或軟質材料,夾緊力過大易引起彈性變形,導致松開后回彈產生“虛假定位”,必要時可墊入銅皮進行保護。
四、重視找正校準與安裝檢查
在高精度加工前,必須對平口鉗進行找正校準。可借助百分表或劃針盤對鉗口進行檢測,確保其與機床的X軸或Y軸方向嚴格平行。同時,要檢查平口鉗底座的安裝狀態,確保T型槽配合良好,定位鍵正確嵌入工作臺槽內,且固定螺栓處于緊固狀態。只有本體穩固、方向精準,才能有效避免加工過程中因受力而產生的微小位移。
通過規范的清潔、合理的預緊、科學的敲擊找正以及精確的校準,操作者可以有效避免工件偏移,充分發揮平口鉗的夾持效能,從而穩步提升機械加工的整體精度。